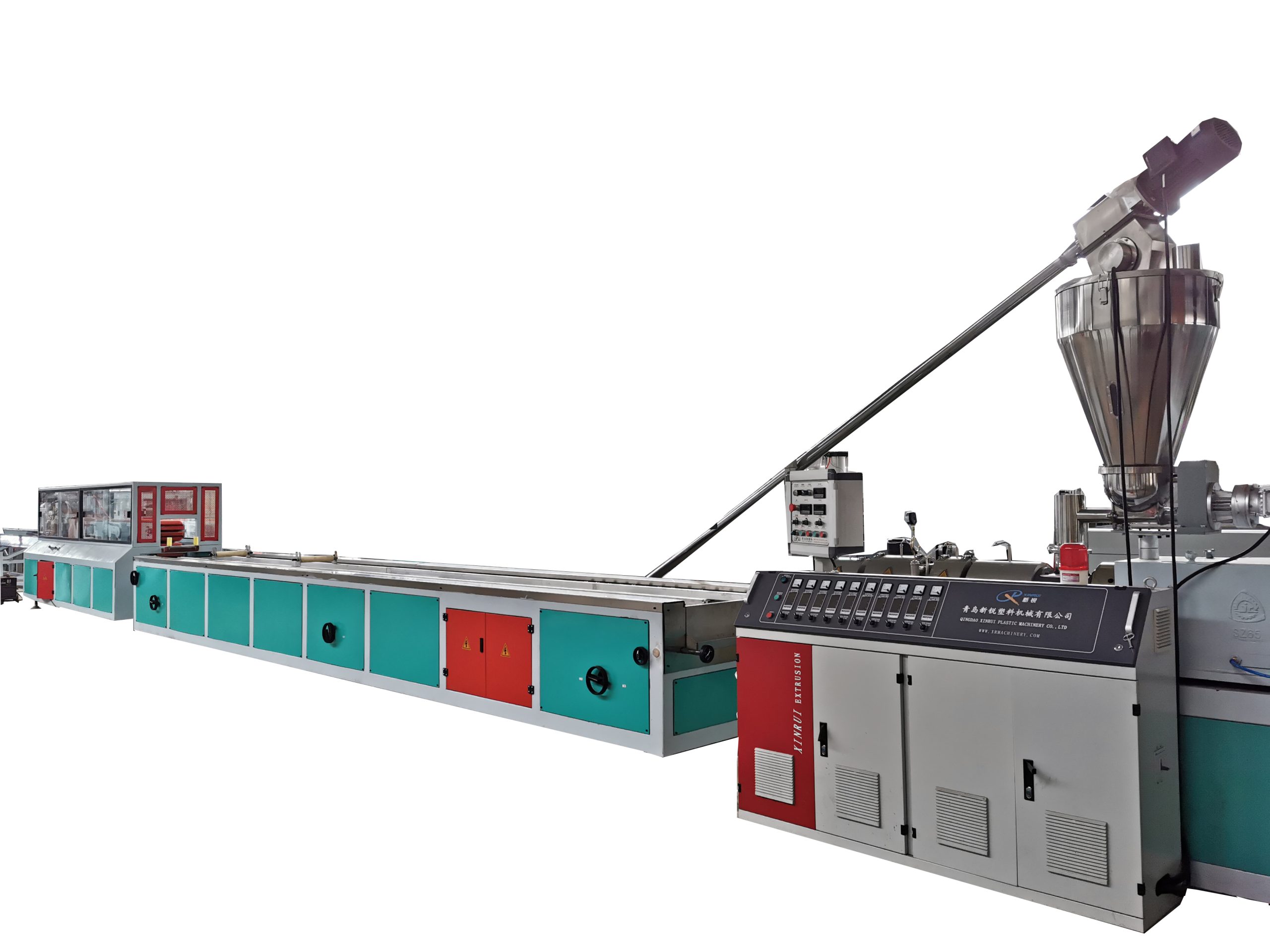
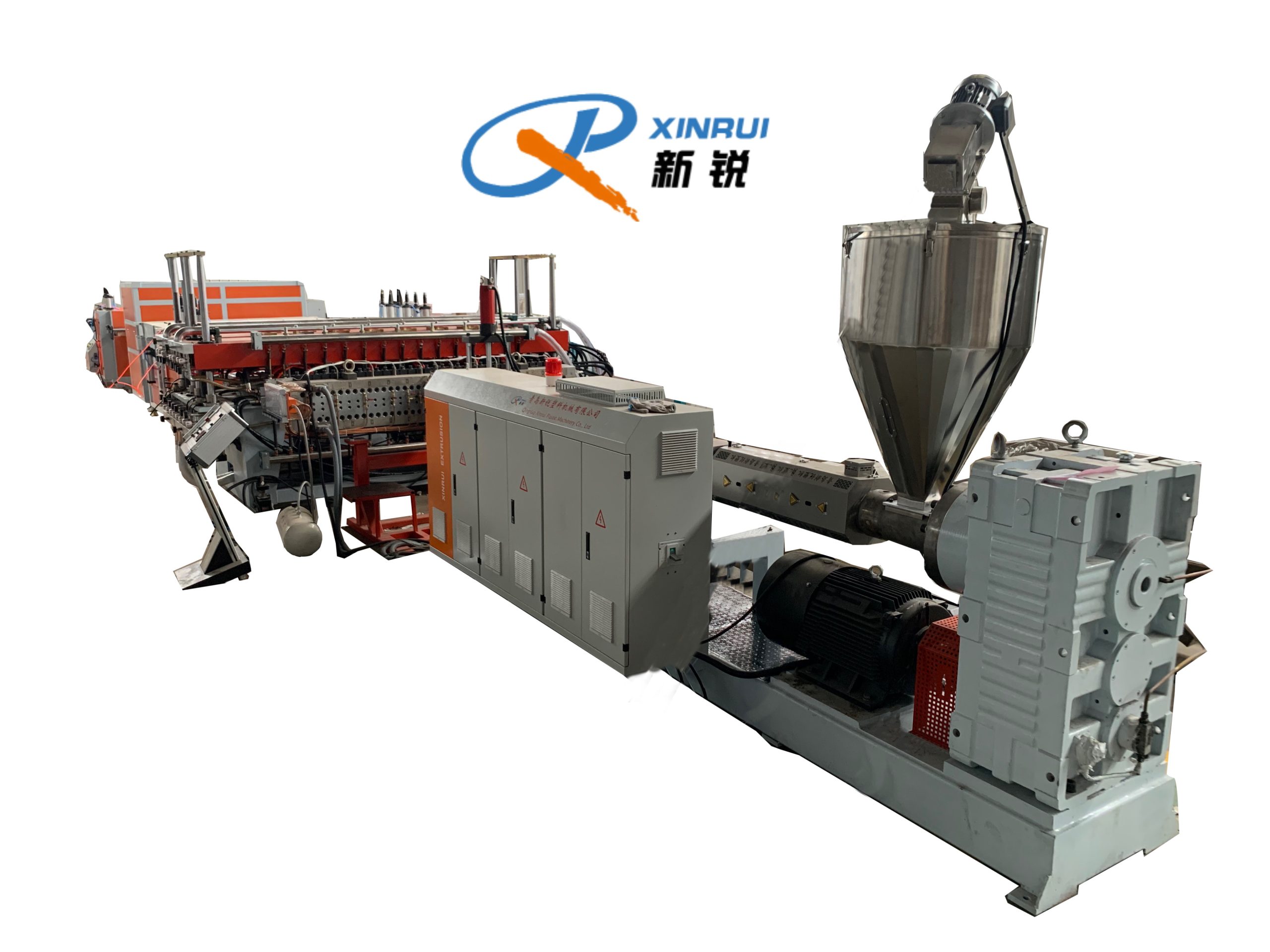
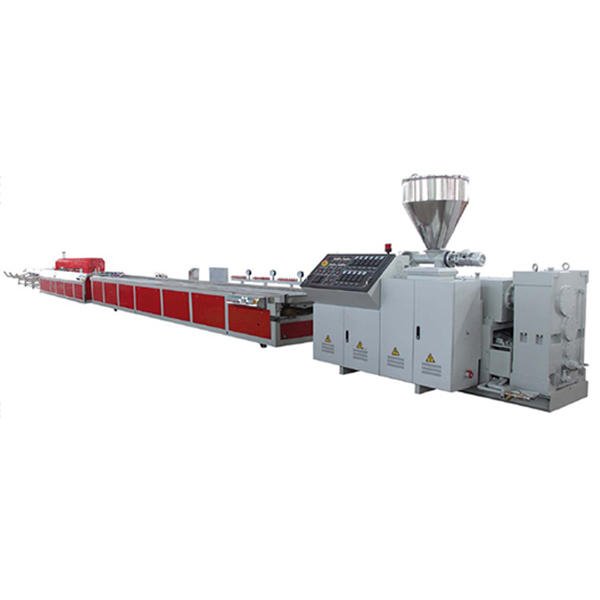
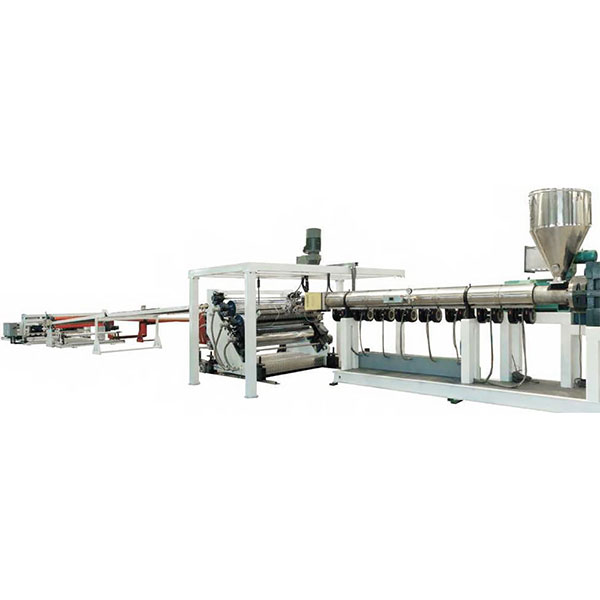
Одношнековий екструдер
Функція: Є "серцем" лінії. Відповідає за плавлення гранул поліуретану та створення однорідного розплаву, який безперервно подається під тиском до фільєри.
Процес: Шнек обертається всередині циліндра, що обігрівається, захоплює гранули, перемішує, плавить їх і гомогенізує (створює однорідну масу без бульбашок повітря), після чого видавлює розплав через фільєру.
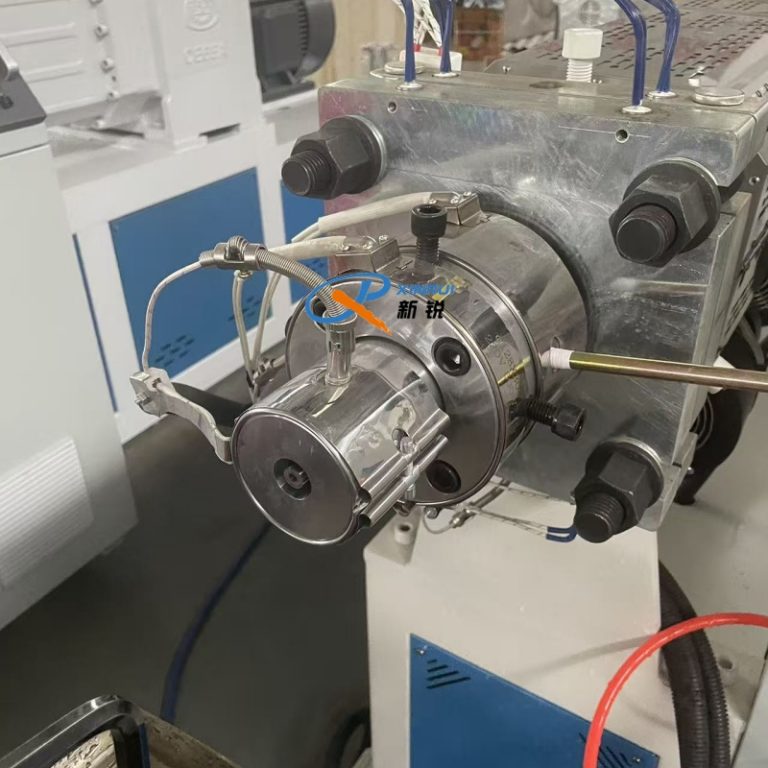
Фільєра (Екструзійна головка)
Функція: Формує розплавлений поліуретан у порожнисту трубку із заданими внутрішнім та зовнішнім діаметрами.
Принцип роботи: Розплав проходить через кільцевий проміжок між дорном (формує внутрішній діаметр) і мундштуком (формує зовнішній діаметр). Через дорн часто подається стиснене повітря, щоб трубка не плескалася до моменту остигання.
Ванна охолодження
Функція: Охолодження та первинне калібрування трубки після виходу з фільєри.
Процес: Гаряча та пластична трубка потрапляє у закриту ванну з водою, де швидко та рівномірно охолоджується, щоб зафіксувати свою форму та розміри. Часто на початку ванни використовується вакуумний калібратор - пристрій, який створює розрідження, притискаючи трубку до стінок, що охолоджуються, для отримання ідеально круглого і точного зовнішнього діаметра.
Струменевий принтер
Функція: Нанесення постійного маркування на зовнішню поверхню труби, що остигнула.
Що завдає: Логотип виробника, назва матеріалу (наприклад, PU, Polyurethane), розміри (наприклад, Ø6×4 мм), дату виробництва або іншу важливу інформацію.
Вимірник діаметра
Функція: Безперервний автоматичний контроль зовнішнього діаметра готової трубки.
Принцип роботи: Безконтактно сканує трубку лазерним променем, обчислює точний діаметр та порівнює його із заданим еталоном. У разі відхилення сигнал подає оператору для коригування параметрів екструзії (швидкості, температури), забезпечуючи стабільну якість продукції.
Тягне пристрій
Функція: Забезпечення постійного та рівномірного руху трубки по всій довжині лінії від екструдера до намотника.
Важливість: Синхронізує швидкість протягування зі швидкістю виходу матеріалу із фільєри. Це запобігає деформації трубки (розтягування або утворення «гармошки») та стабілізує весь процес.
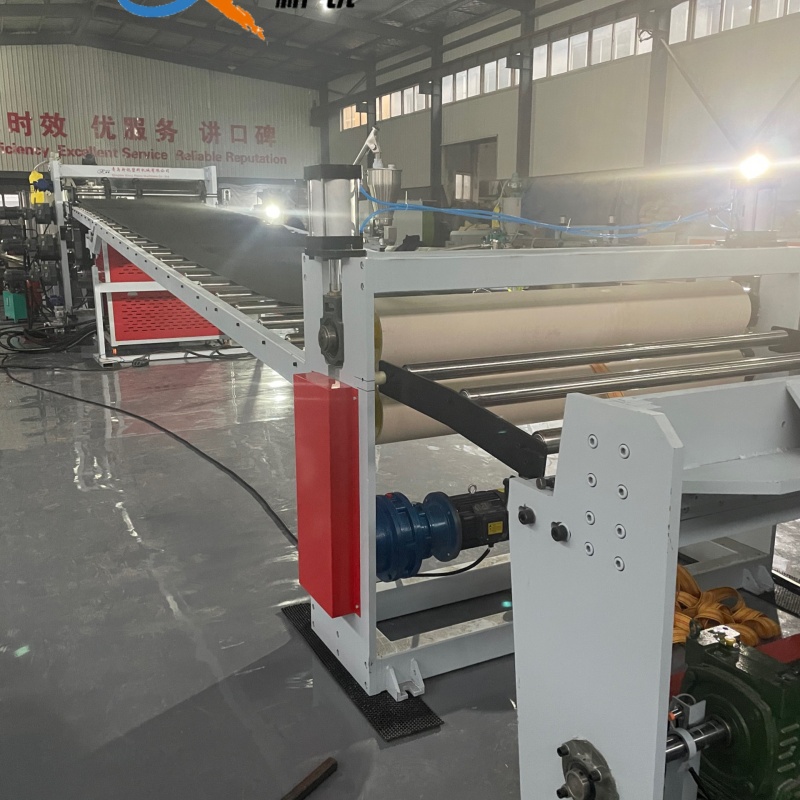
Намотувач
Функція: Акуратне намотування готової трубки на бухту або котушку для транспортування та зберігання.
Типи: Бувають барабанні (для довгих бухт) або револьверні (для намотування на окремі котушки з автоматичною зміною без зупинки лінії). Підтримує заданий натяг, щоб не розтягувати та не деформувати трубку.